
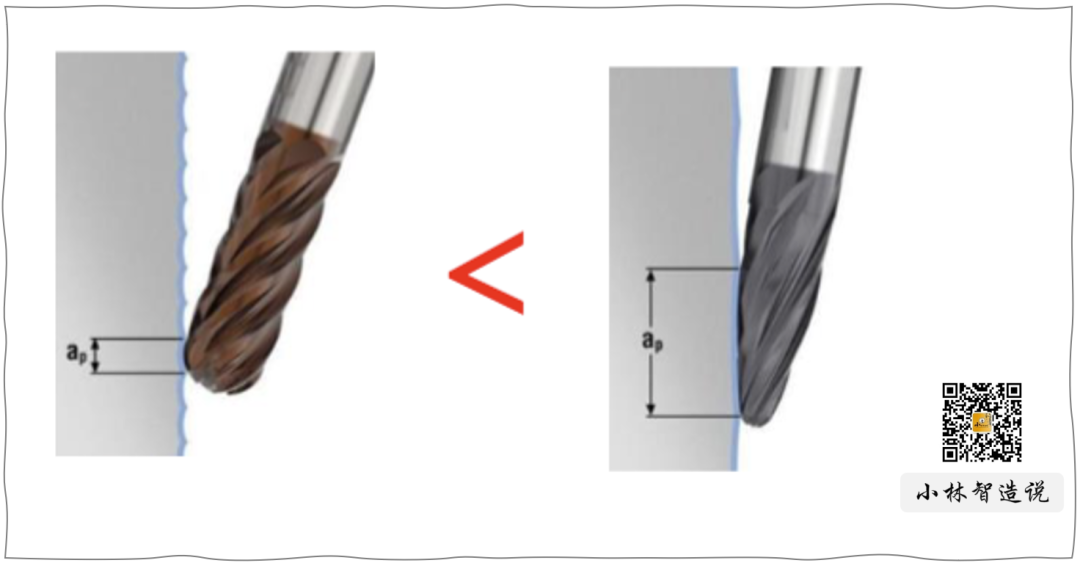
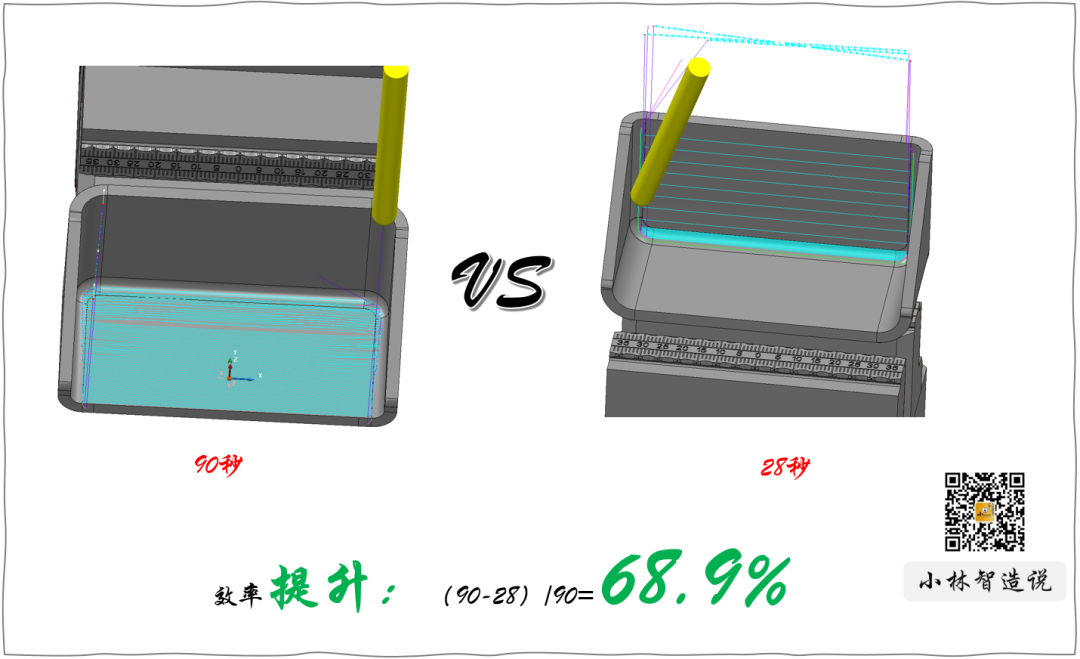
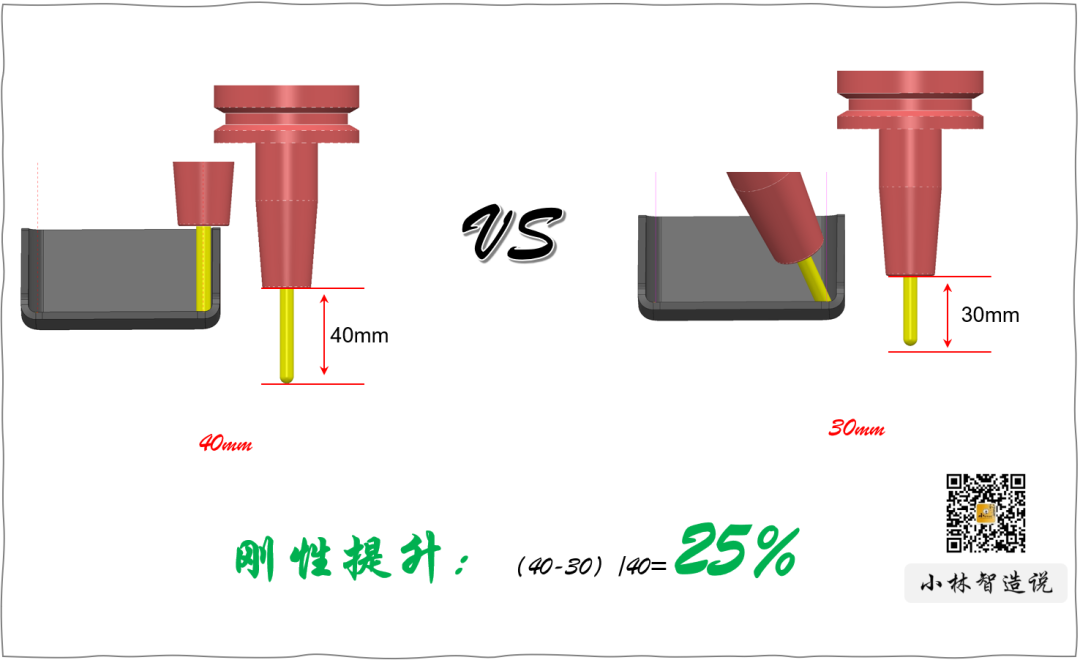
同一个倒扣面,刀具缩短25%,效率高——差距在编程思路
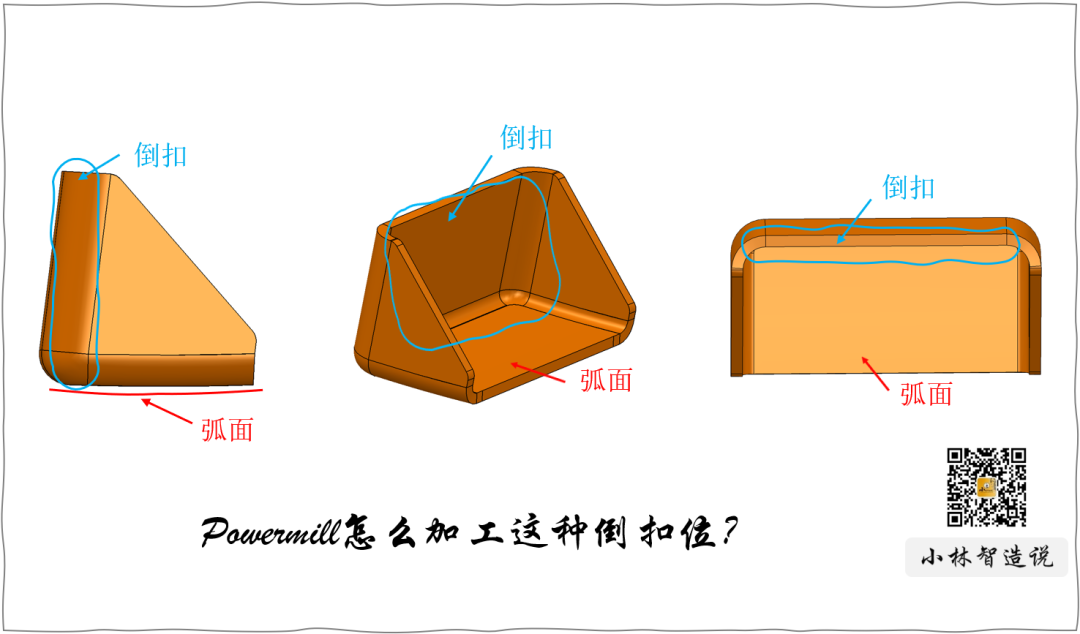
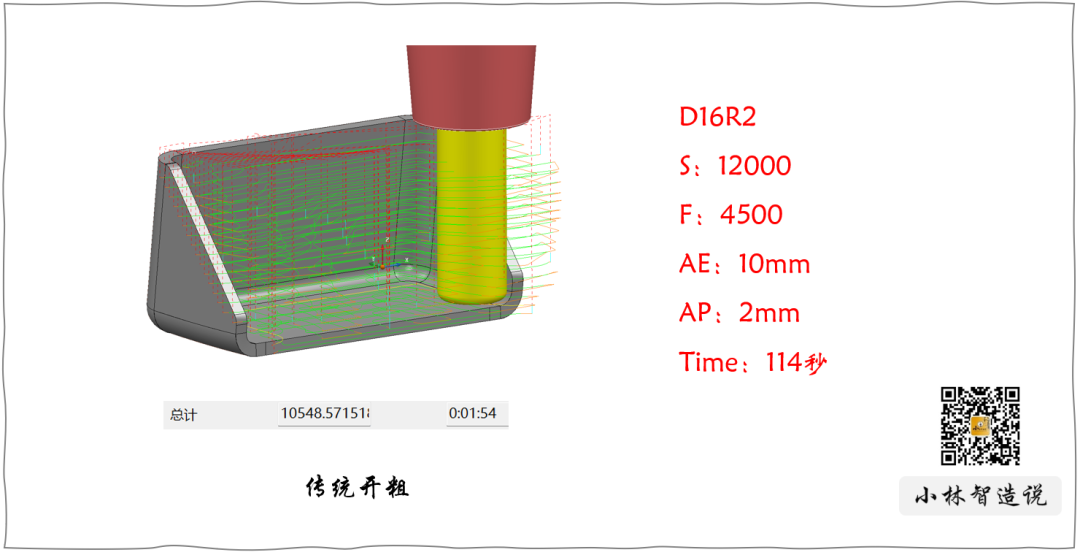
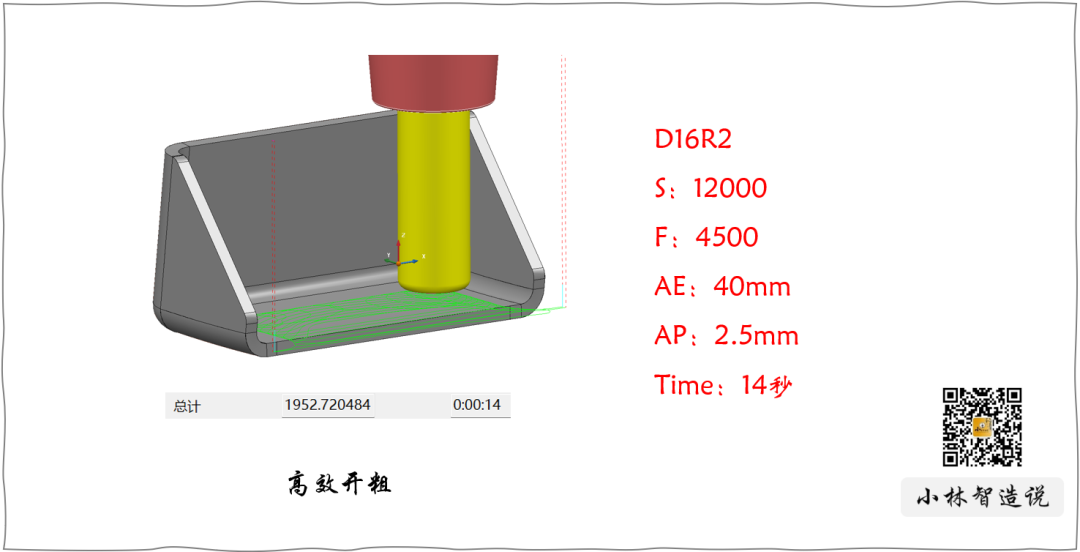
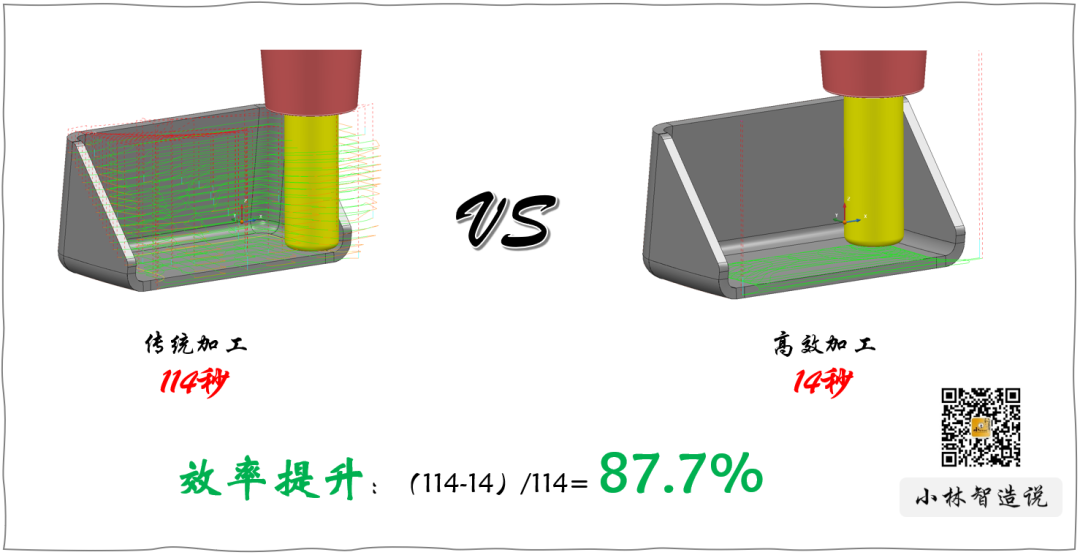
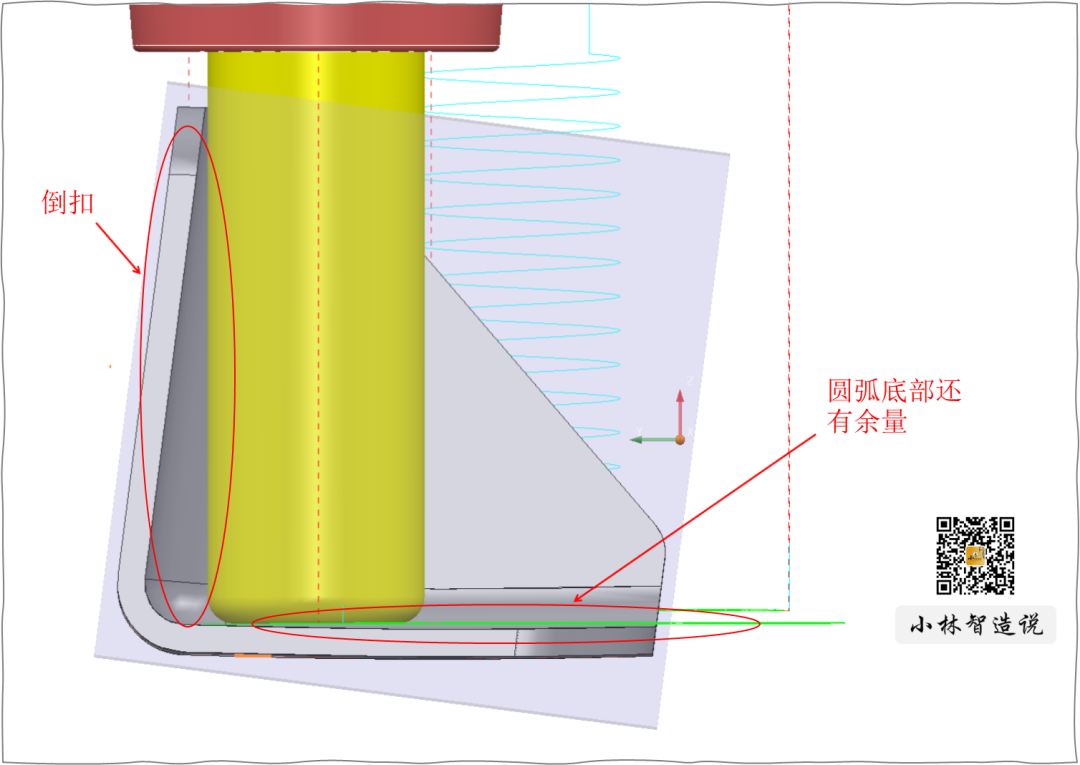
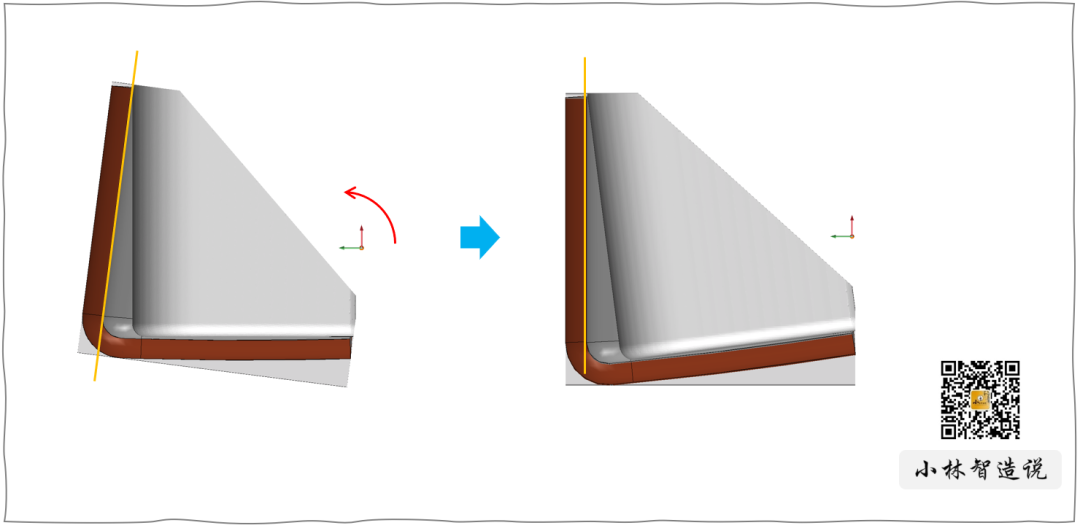
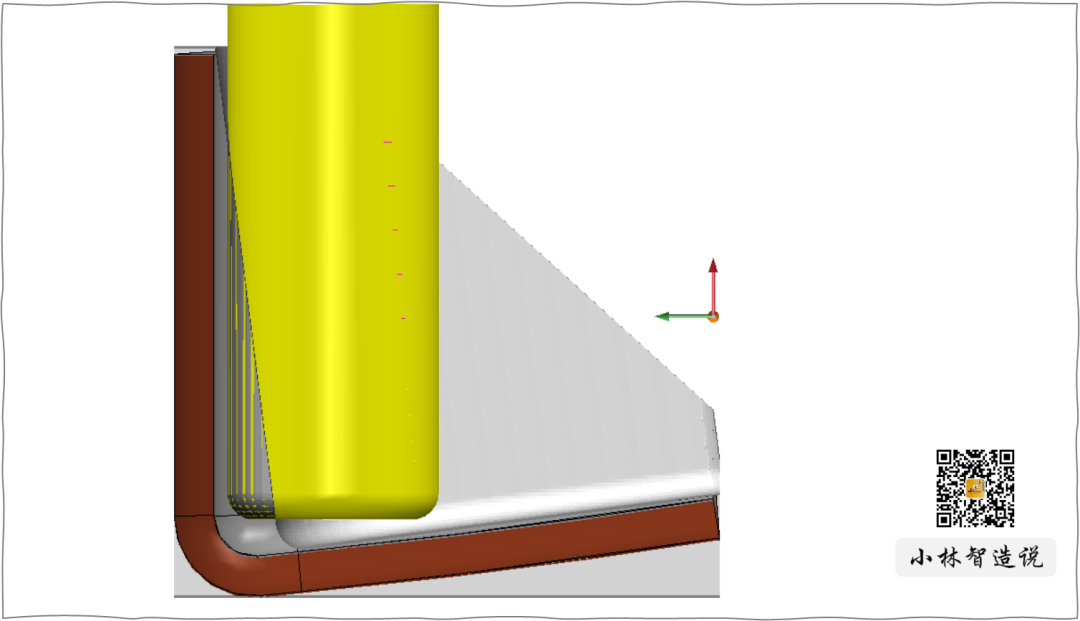
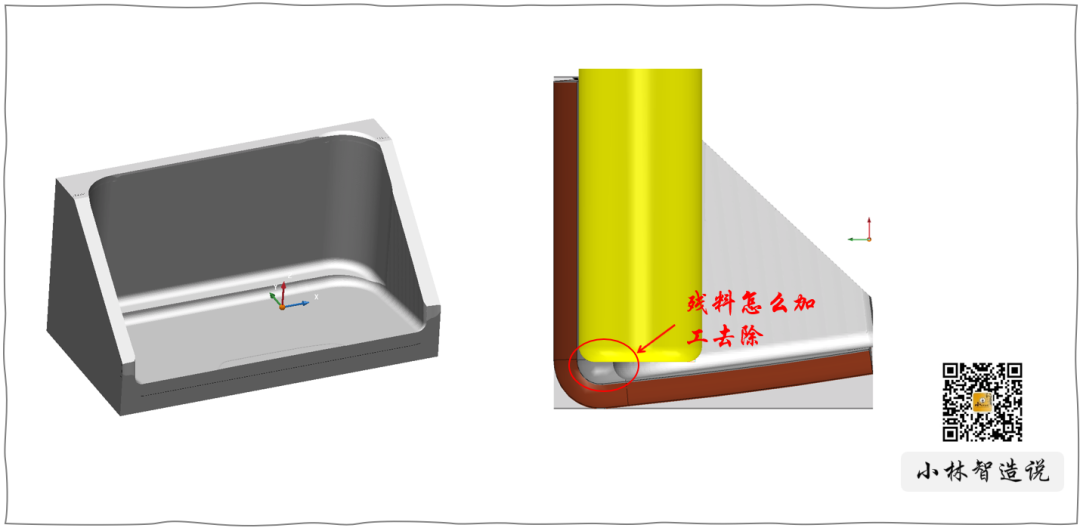
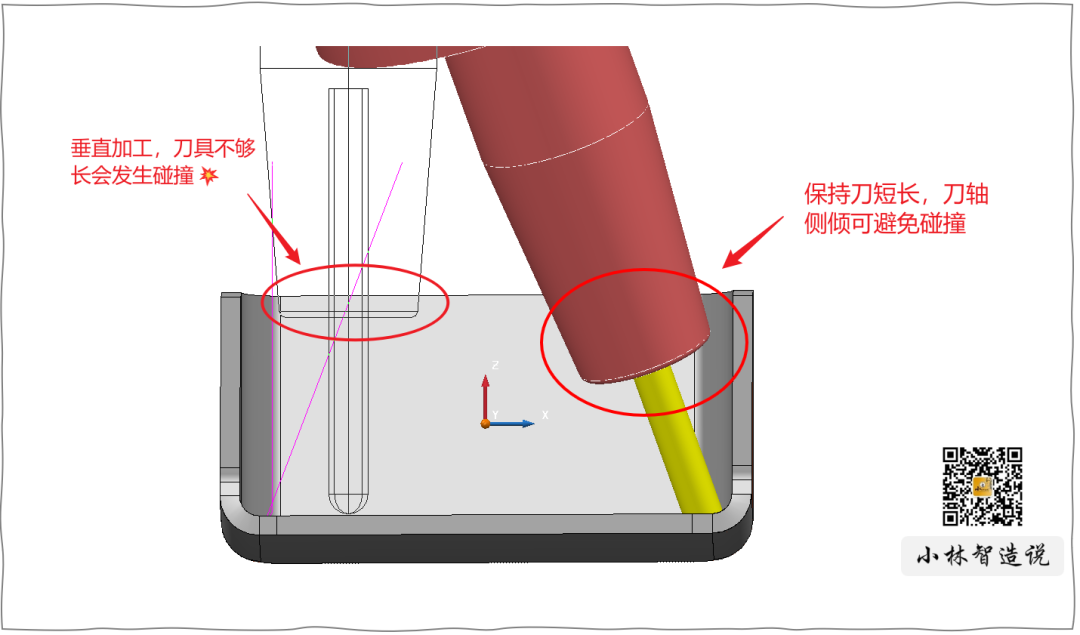
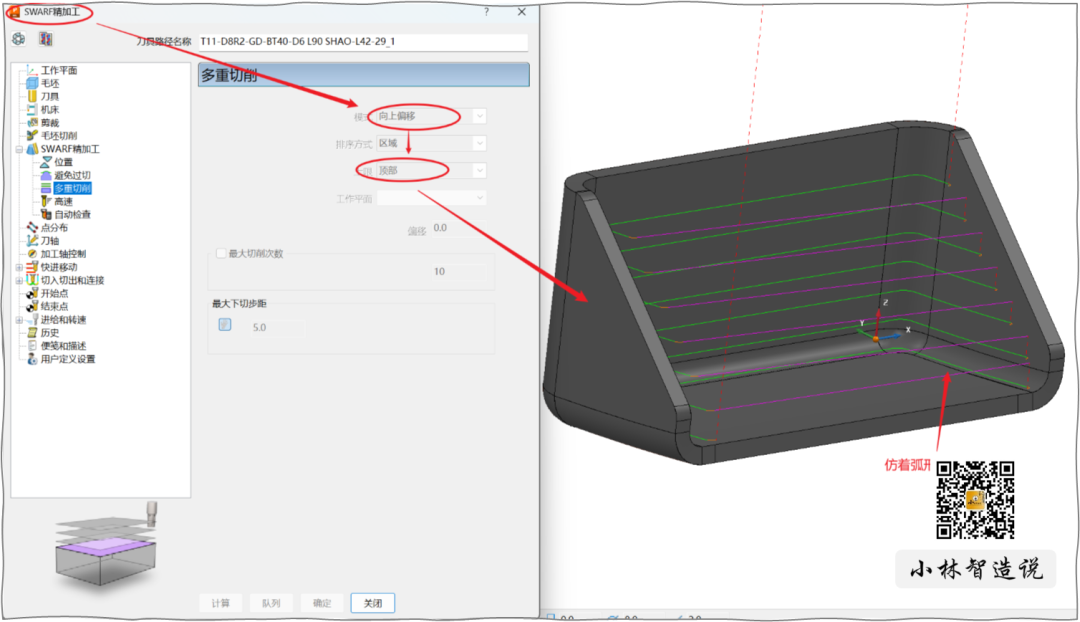
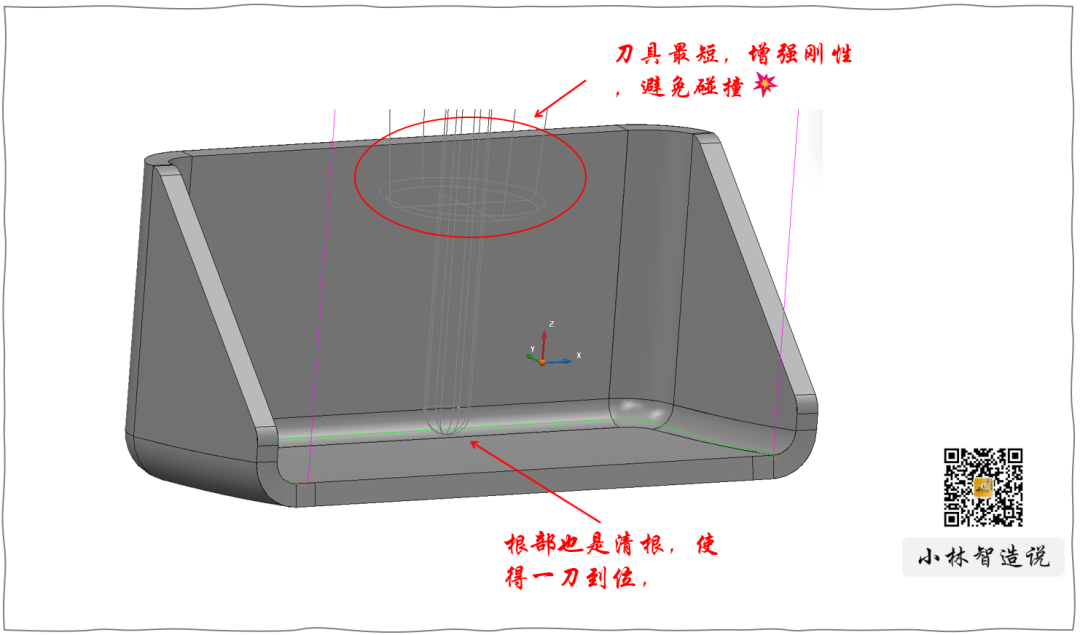
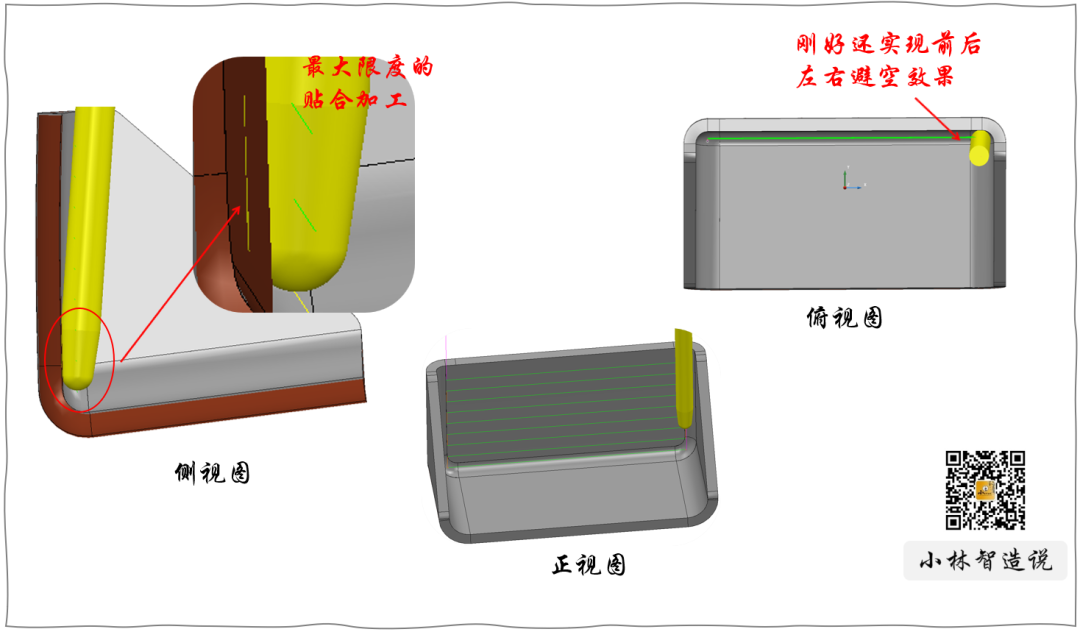
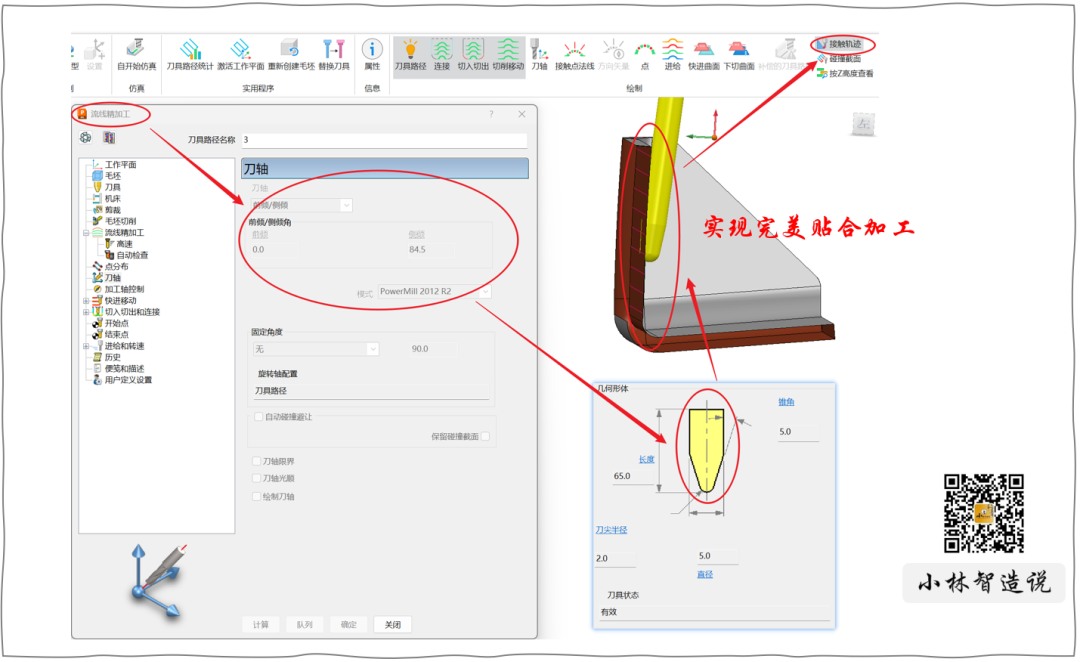
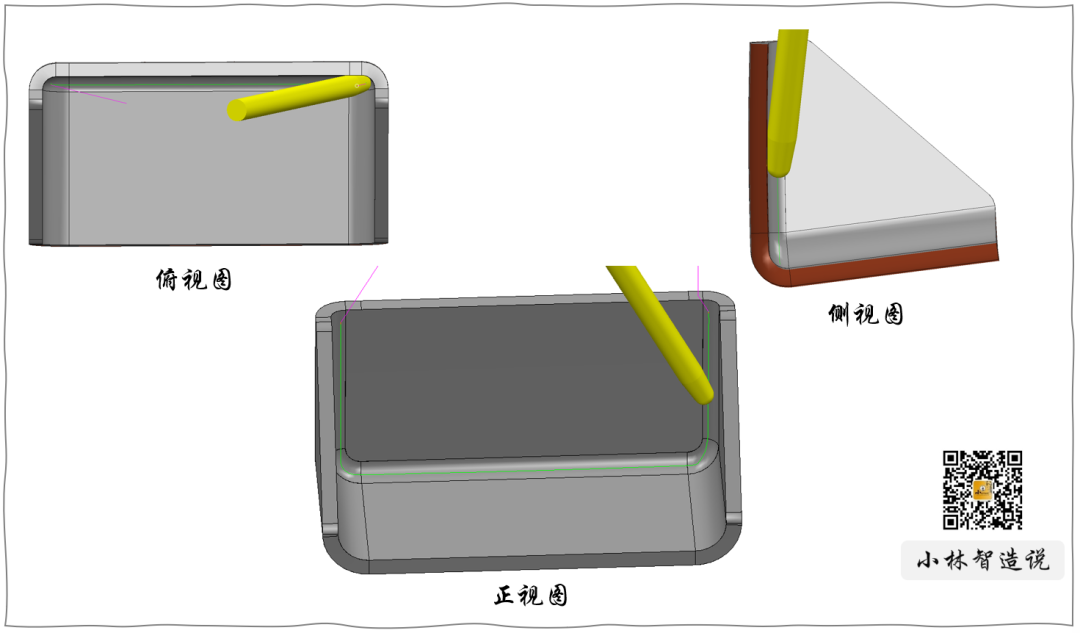
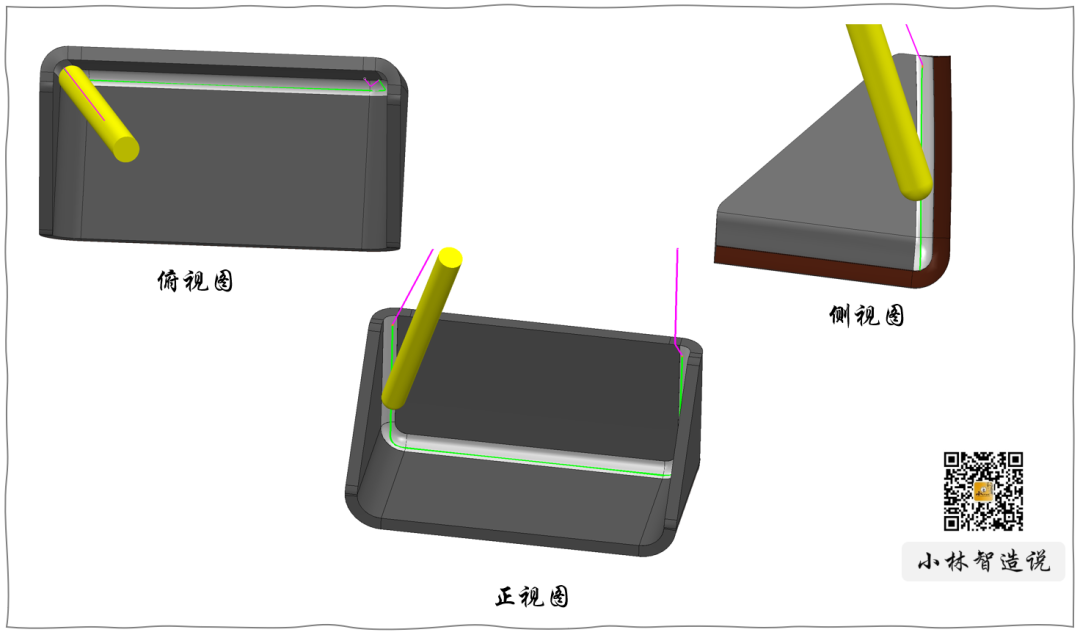
产品质量和效率,很多时候不是机床差距,是编程思路差距
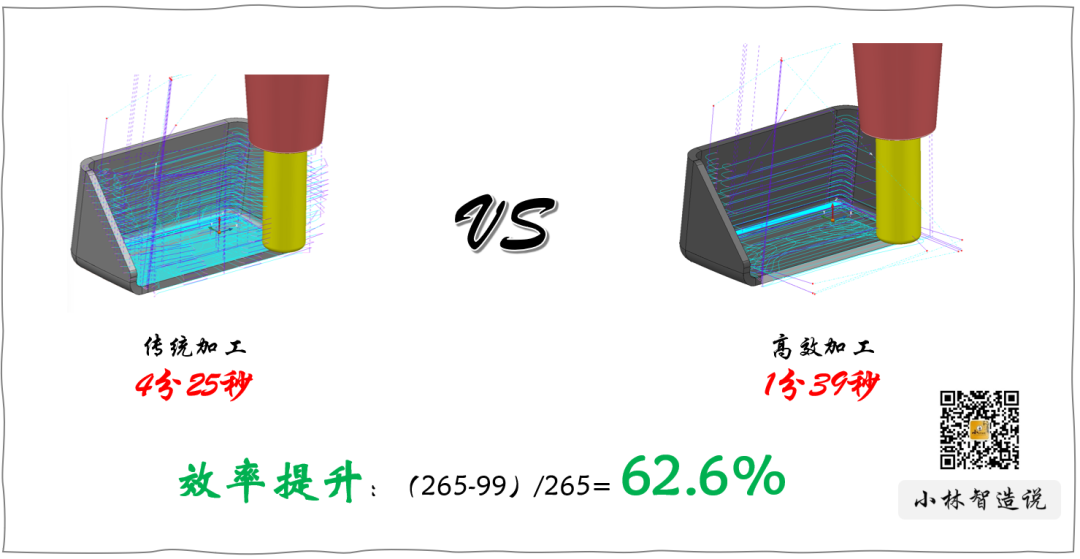
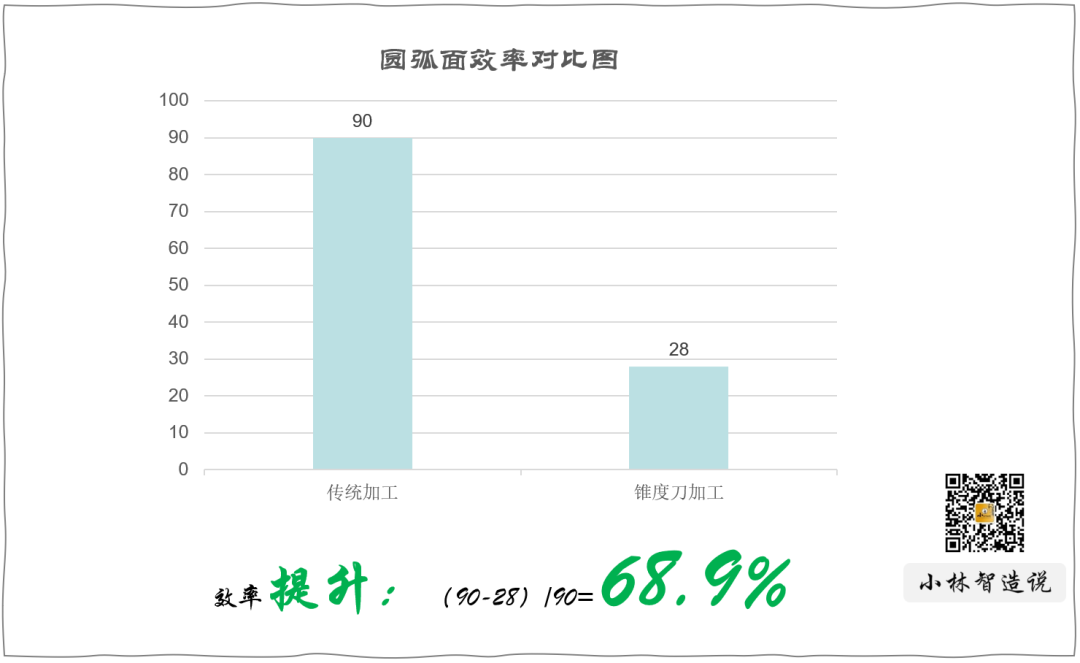
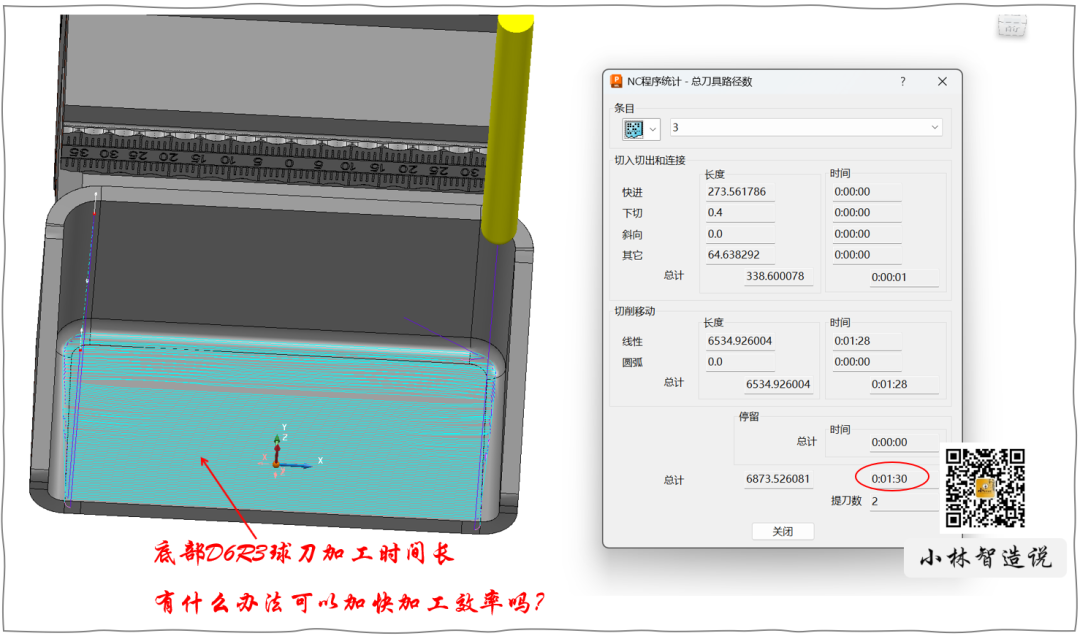
加工效率的差距,从来不是算出来的,而是想明白的。
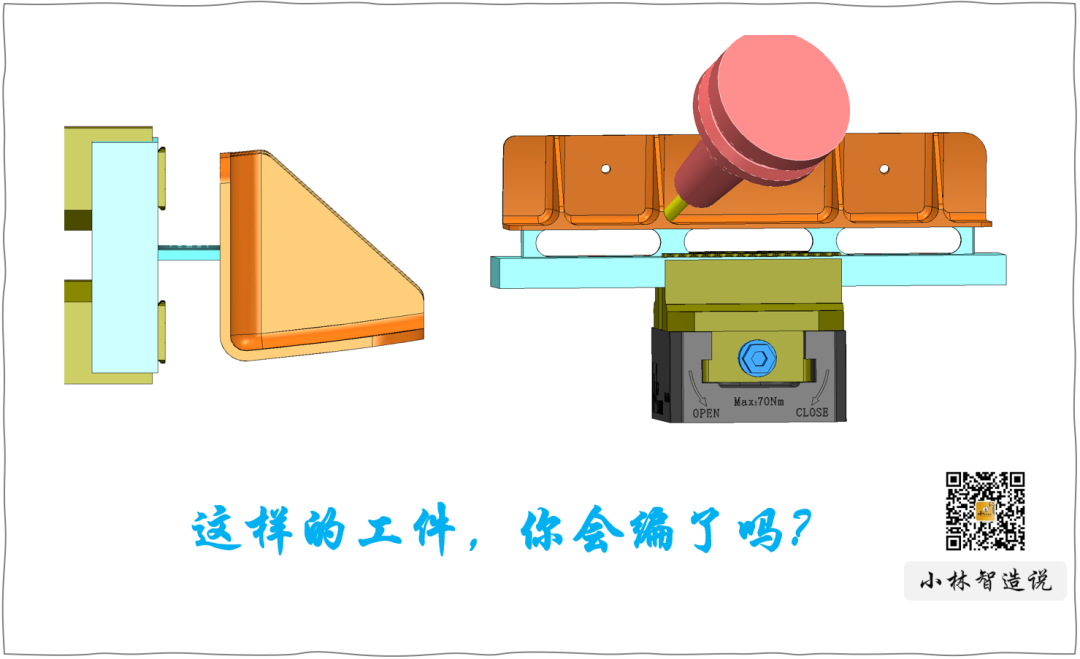
欢迎大家一起在评论区留言和讨论你遇到哪些好的编程思路或困境,都有哪些奇思妙想的解决方法呢!!!
李龙辉 (Lim 小林) | CNC加工领域的 深度实践者 与 管理赋能者
10年深耕制造,兼具 技术深度 与 管理高度
◢ 技术核心:
精通 三轴/四轴/五轴 技术,熟悉 各种材料 特性加工。
复杂零件 工艺难题,有 独特见解,破解生产制胜。
◢ 管理赋能:
擅长 小批量多品种 智能工厂精益运营。
驱动 精益生产 与 数字化升级,促使企业迈向 卓越运营。
◢ 立志成为机加人的“声音”与“明灯:
传播 正能量,让机械世界 清晰易懂。
用 创新 与 精益思维,推动行业持续进化。
◢ 工作之余:
热爱丈量大地(徒步🚶♂️ 、爬山👣、 露营 🏕️)。
也享受竞技的活力(羽毛球 🏸️)。
期待连接,共塑精密制造的未来!
过往文章,欢迎查阅!(点击标题可跳转查看)
19. 从 "快递找到发脾气" 到 "停机提醒省4天" :"改善思维"让你和企业都更值钱
-

机械设计中的拓扑优化与结构分析
近年来,随着科技的不断发展,机械设计领域也取得了长足的进步。其中,拓扑优化与结构分析成为了机械设计中的重要环节。本文将从拓扑优化和结构分析两个方面,探讨它们在机械设计中的应用和意义。一、拓扑优化拓扑优化是指通过对机械结构的形状和材料进行优化,以实现*佳的性能和重量比。在机械设计中,拓扑优化可以帮助设计师减少材料的使用量,提高结构的刚度和强度,从而达到轻量化和高性能化的目标。在进行拓扑优化时,首先需
2025-02-15 -

济南匠人匠心科技教育
2025-02-15 -

螺栓连接的疲劳失效模式有哪些?
在我们工作中遇到的螺纹紧固件主要的失效模式看分为:①装配拧拉断裂;②螺纹受剪切力拧断;③应力集中部位使用后断裂;④疲劳断裂;⑤延时断裂;⑥零件扭矩报警;⑦螺纹滑牙。常见失效模式的原因分析①装配拧拉断裂:拧拉断裂特征为断裂部位明显缩颈伸长,造成拧拉断裂的常见原因主要是由于联接面摩擦系数过小;拧紧或预紧时施加的扭矩过大、施加扭矩时套筒与螺纹不同轴、施加扭矩时速度过快;零件本身的性能强度不够以及紧固面与
2025-02-15






-
宣传视频
宣传视频 -
上课实操
上课 -
优秀学员
视频


