
齿轮轴的加工工艺与编程研究
数控加工具有高效、高精度和自动化的特点,广泛用于轴类件加工。齿轮轴是传递运动和扭矩的重要零件,本文主要是通过车削、四轴铣削齿轮轴,材料为20CrMnTi,在车削粗加工时,粗加工采用小切削深度,精加工时,采用CBN刀片,使用“双反刀反走的车削工艺”,保证了齿轮轴的同轴度和尺寸公差。使用mastercam自动编程和手工编程相结合,提升了编程效率。在铣齿时,使用四轴机床铣削,采用NX编程,粗加工时,采用分层小的切削深度,精加工时,高转速、慢进给、小吃刀量,加工后齿面存在波纹和齿根存在余量,经人工抛光打磨后可使用。

引 言
数控车床、铣床是目前中小企业使用*广泛的设备,普通的数控车床主要用于加工轴类、盘类等回转体零件, 数控铣床在工作台上带有转台,可以对轴类零件进行选择铣削,轴类零件因为长、直径小,在车床中加工难度高。齿轮轴是一种机械部件,主要用于传递动力或扭矩。而高效的加工工艺不仅能提升轴类工件的外观品质,而且能提升工件尺寸及行为公差。本文主要以轴类零件进行车削,车削之后齿轮部分采用四轴机床进行铣削。现代机床的功能及精度越来越高,对加工产品的品质要求也越高,轴类零件是工业中*常见的,轴类零件因受自身结构的特点,在加工时容易变形、弯曲。
近年来众多学者对细长轴的加工工艺进行了分析,赵锦伟对数控车床加工细长轴进行了研究,提出了合适的装夹方式和加工方法,宫树红通过研究得出切削作用下细长轴解析变形模型,张明艳建立一夹一顶和两不同的装夹方式进行长轴零件的切削,利用有限元对细长轴进行有限元分析。 本文通过研究齿轮轴加工工艺,采用四工位数控车床和四轴数控铣床,在车床加工时采用两反刀反走的车削工艺,保证了齿轮轴的同轴度,在精加工时分段单端精加工,弥补因机床的丝杠间隙导致尺寸误差,减少了加工工序。

图纸分析
该齿轮轴的材料20CrMnTi,是一种具有性能良好的渗碳钢,具有较高的淬透性和优良的力学性,20CrMnTi的力学性能如下:
抗拉强度(σb)≥1080Mpa;屈服强度(σs)≥835Mpa。在保证淬透情况下,特别是具有较高的低温冲击韧性。20CrMnTi表面渗碳硬化处理用钢。良好的加工性,加工变形微小,抗疲劳性能相当好。主要用途为:用于轴类、活塞类零配件以及汽车飞机各种特殊零件部位具有良好的耐磨性和抗疲劳性能,适用于重载或高速传动。毛坯尺寸为φ45×150mm,工件的两边都有中心孔,左右两个台阶轴分别安装齿轮,表面粗糙度要求Ral.6,尺寸公差较小,同轴度公差为Q.025,右端有M12X6g的螺纹。齿轮部分,模数为2.齿数15,压力角20°,具体结构尺寸如图1所示。
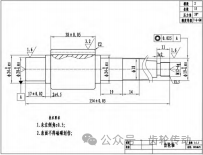
图1 齿轮轴加工图纸

轴加工过程
工艺分析及工序安排:
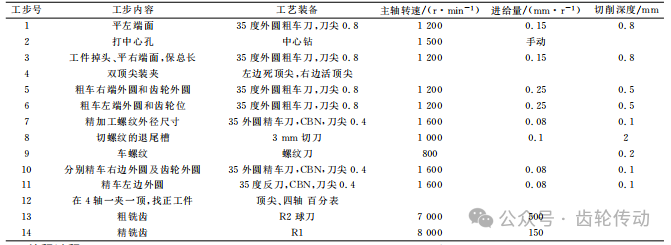
该零件为典型的轴类零件,零件尺寸精度要求高,左右两个轴承位尺寸公差0.018;左右两个轴承位的同轴度要求为0.025,在车削时,采用双的方式,保证轴的同轴度,在加工左轴承位时,采用反刀粗加工,反刀精加工的方法。在螺纹加工时,采用加长避空的螺纹车刀。在螺纹车削时,因材料硬度高,分10刀车削,避免螺纹崩压。在粗车时,选择较小的吃刀量,较大的线速度。表面粗糙度要求Ra1.6,精加工时,采用了高转速、慢进给,选择立方氮化硼(CBN)刀片进行精加工。表1为机械加工工序卡。
表1 机械加工工序卡
编程过程:
采用手动编程与自动编程相结合的方式,自动编程采用mastercam2024,它具有强大的造型功能、丰富的加工策略、可靠的刀具路径模拟,在建立刀具、毛坯的过程中与实际刀具尺寸相同,能够确保加工过程无误及避免碰撞。图2为编制利用35度反刀,精加工轴左端直径,刀路模拟如图2所示。
图2 刀路轨迹及模拟过程
加工过程:
车削时采用辰榜机床四工位前置刀架ck6150(华中818A系统),对零件进行车削,首先粗加工右端直径和左端直径,其次精加工螺纹直径,切螺纹的退尾槽,再次车削螺纹,最后精加工。避免螺纹车削时,切削力太大,导致工件变形等。在装夹时,尽可能顶紧工件,避免在车削时,工件窜动。在切削参数选择时,因材料硬度较高,采用小切深(单边切深0.5mm);在精加工时,采用每个台阶尺寸分别精加工,保证尺寸准确。加工的过程如图3所示。
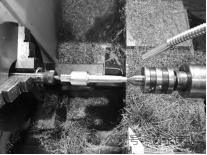
图3 实际车削过程

齿加工过程
齿轮轴作用及优势:
齿轮轴通过与齿轮的啮合建立动力传递链,将运动和转矩传递给其他机械部件。它能够将输入的动力高效地传输到输出端,确保机械系统的正常运行。齿轮轴相对于轴、齿轮、键*大优势轴和齿轮一体,连接刚性强、传动过程中声音小、安装方便简单,作为齿轮传动的组成部分,齿轮轴还起到支撑齿轮的作用,通过改变齿轮的齿数比例增加转矩,也可以作为平衡装置的一部分。缺点是加工工序多、时间长、难度大。
建模分析:
使用nx2412建模,分析图纸和查阅齿轮的相关参数,使用软件中GC工具箱中的“圆柱齿轮”命令,完成齿轮轴的建模。 通过分析模型,齿根底部的最小圆弧半径R0.75,采用R2的球刀进行粗加工,R1的球刀进行精齿面加工,最后通过人工用砂纸打磨齿面,完成齿轮轴加工。图4为齿轮轴的软件建模。
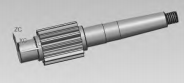
图4 齿轮轴三维建模
编程及加工过程:
齿粗加工
建立编程坐标系,建立R2、R1球刀,以齿部分建立毛坯,绘制等参数曲线在齿根底部建立平行于轴方向的等参数曲线,作为编程引导线。使用可变轮廓铣[VARIABLE_CONTOUR],可变轮廓是对具有各种驱动方法、空间范围、切削模式和刀轴的部件或切削区域进行轮廓铣的基础可变轴曲面轮廓铣。
驱动方法: 选择“曲线/点”,选择齿根底部的曲线为驱动几何体,部件余量0.1mm;刀轴选择“垂直于部件”;“多重余量偏置”为3mm;“增 量”0.5mm。设置线形进刀、退刀类型;转速7000r/min;进给速度200mm/min,生成刀轨。对生成的轨迹进行变换,绕“直线旋转”方式,旋转角度24°,关联副本15。对生成的轨迹进行阵列复制,将所有的轨迹全部选择,后处理,生成一个程序,图5为齿粗加工轨迹。

图5 粗加工轨迹
齿面精加工
使用可变轮廓铣,利用R2球刀对上部分齿面进行精加工。驱动方法选择“曲面区域”;“切削模式”往复,“数量”20;刀轴为“远离直线”,余量为0,生成轨迹。对生成的轨迹进行变换,绕“直线旋转”方式,旋转角度24°,关联副本15。图6为齿面精加工轨迹。
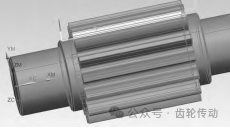
图6 齿面精加工轨迹
同理对齿面的右侧进行精加工。
齿根部精加工
使用可变轮廓铣,驱动方法选择“曲线/点”,选择齿根底部的曲线为驱动几何体,部件余量0;刀轴选择“垂直于部件”;“多重余量偏置”为1mm;“增量”0.25mm。设置线形进刀、退刀类型;转速8000r/min;进给速度200mm/min。生成刀轨。对生成的轨迹进行变换,绕“直线旋 转”方式,旋转角度24°,关联副本15。图7为齿根底部加工轨迹。
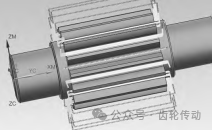
图7 齿根底部加工轨迹
加工
利用纽威VM-1050S四轴机床对齿轮轴进行加工,四轴铣床是在工作台上加装了旋转轴,绕X轴旋转,定义为A轴。采用一夹一顶的方式,在装夹时,利用百分表寻找齿轮*高点,然后左右移动百分表,使用铜锤辅助,找正工件。运行程序,进行加工,加工后的齿轮轴在齿面上有纹波,通过人工抛光、打磨后,经测试能够装配运行,如图8所示。
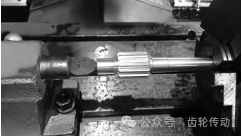
图8 加工中的齿轮轴

结 语
本文通过理论分析与工艺实践相结合的方式,对20CrMnTi材料齿轮轴的加工工艺及编程方法进行了系统研究,主要取得以下成果:
通过两反刀反走工艺的应用,成功保证了0.025同轴度公差要求。实际加工数据显示,两次装夹加工的径向跳动误差稳定在0.01mm以内,较传统装夹方式精度提升效率和精度。采用CBN刀片配合精加工参数(转速1600r/min,进给0.08mm/r)的方案,表面粗糙度Ra值达到1.2~1.4μm,装夹即满足尺寸公差要求,免去了传统工艺中的二次修磨工序。
在齿轮加工中创新应用了变余量分层加工法,通过:粗加工阶段3mm总余量分6层切除(每层0.5mm),精加工分2次0.25mm梯度切削有效降低了刀具载荷,使球刀寿命延长至传统加工的2.3倍,开发了双轨复合编程策略:手动编程保证基础轮廓加工效率和自动编程实现复杂曲面精确控制(齿形误差≤0.03mm)两种策略的协同使总编程时间缩短。
需要说明的是,加工过程中在以下方面仍需改进:
(1)齿轮抛光阶段的人工干预耗时占总工时较长,建议开发柔性打磨装置实现自动化。
(2)四轴联动铣齿时,切削液冷却路径需要优化以消除波纹现象。
(3)20CrMnTi渗碳层加工中的刀具磨损监控体系待完善。
未来工作中,将重点开发基于数字孪生的工艺参数智能优化系统,进一步提升齿轮轴类零件加工的智能化水平。
-

机械设计中的拓扑优化与结构分析
近年来,随着科技的不断发展,机械设计领域也取得了长足的进步。其中,拓扑优化与结构分析成为了机械设计中的重要环节。本文将从拓扑优化和结构分析两个方面,探讨它们在机械设计中的应用和意义。一、拓扑优化拓扑优化是指通过对机械结构的形状和材料进行优化,以实现*佳的性能和重量比。在机械设计中,拓扑优化可以帮助设计师减少材料的使用量,提高结构的刚度和强度,从而达到轻量化和高性能化的目标。在进行拓扑优化时,首先需
2025-02-15 -

济南匠人匠心科技教育
2025-02-15 -

螺栓连接的疲劳失效模式有哪些?
在我们工作中遇到的螺纹紧固件主要的失效模式看分为:①装配拧拉断裂;②螺纹受剪切力拧断;③应力集中部位使用后断裂;④疲劳断裂;⑤延时断裂;⑥零件扭矩报警;⑦螺纹滑牙。常见失效模式的原因分析①装配拧拉断裂:拧拉断裂特征为断裂部位明显缩颈伸长,造成拧拉断裂的常见原因主要是由于联接面摩擦系数过小;拧紧或预紧时施加的扭矩过大、施加扭矩时套筒与螺纹不同轴、施加扭矩时速度过快;零件本身的性能强度不够以及紧固面与
2025-02-15






-
宣传视频
宣传视频 -
上课实操
上课 -
优秀学员
视频


