
如何设计高效的机加工工艺路线


在生产制造过程中,工艺路线的拟定是关键步骤,对零件质量、生产效率和成本控制具有重要影响。作为机械加工零件的工艺规划,从宏观层面来看,首先需要充分掌握各类机械加工工艺及设备的特点,同时深入了解材料特性等基础条件;从微观层面来看,则需具体确定零件各结构的加工顺序。本文将以“微观”为切入点,通过CNC加工实战案例,对比多条工艺路线的优劣,深入探讨其影响。
该案例是一个订单数量为2000PCS的一个小批量零件。
材质:AL2024高强度铝合金,
表面处理:机加工完后表面需要做氧化处理。
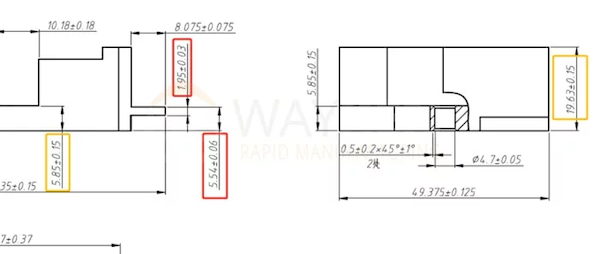
尺寸方面:线性总体公差较为宽松,侧面飘出的侧耳为1.95±0.03为*严公差
装配需求:孔位有位置度及大小要求,加工时应把孔位与其基准并在同一个工序中加工来确保其稳定性。
螺纹加工:牙为M3/M4,其中M3为盲孔牙,为保证整批次加工出来的牙都有很高一致性,牙齿饱满,咬合力大,我们在本案中采用牙刀铣牙的方式。
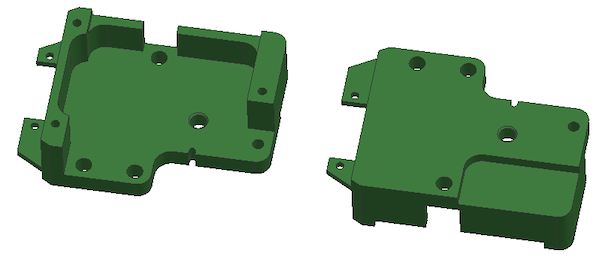
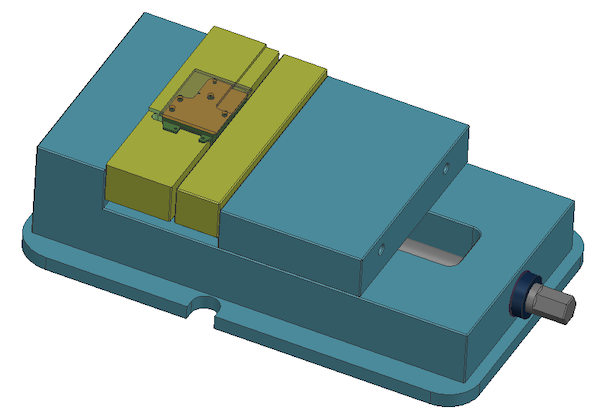
该零件的 3D图:
该零件的2D图:
CNC1: 多工位钳口加工外形、孔
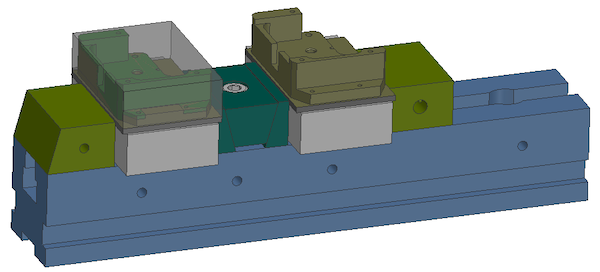
CNC2: 先用M6压板压住坯料两侧,中间内腔加工完成后暂停机器,锁上两个M4的螺丝后取出M6压板,再加工剩余红色结构.
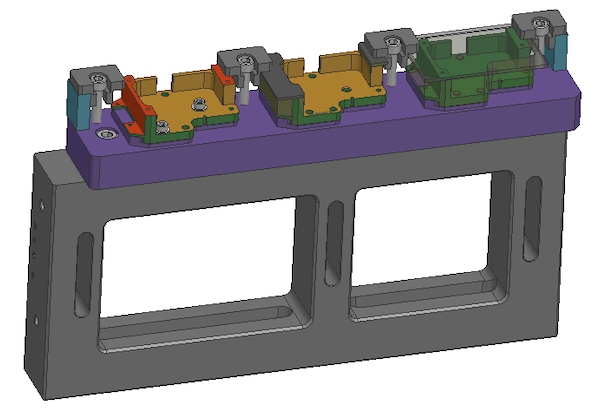
优点:CNC1把外形和孔位一并加工,这样孔到边的位置尺寸及外形尺寸可以有很好的保证。CNC2是压着加工的,所以厚度尺寸也就是高度尺寸会很稳定。
缺点:CNC2中途要暂停一次更换压板。
CNC1:多工位钳口加工外形、孔、内腔(与工艺1的CNC1相反)
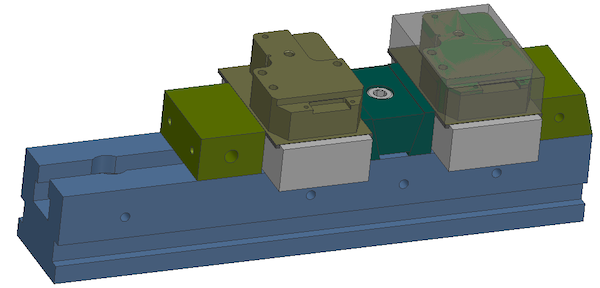
CNC2:用台钳夹持,工件返型定位,加工厚度尺寸
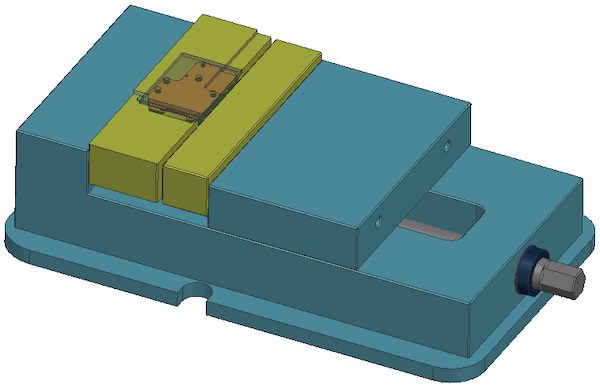
优点:该工序CNC1如工艺1的CNC1一样,外形、孔到边的尺寸一并加工出来,CNC1尺寸会很稳定。且CNC2中途无需暂停更换压板,这一点也优于工艺1中的CNC2。
缺点: 该CNC2采用的是侧推夹紧固定工件,工件会有上翘的风险,从而导致加工后的厚度尺寸在四个角位上不一致的风险。当然这问题要结合尺寸公差来看,公差大则可接受,反之公差小则不行。
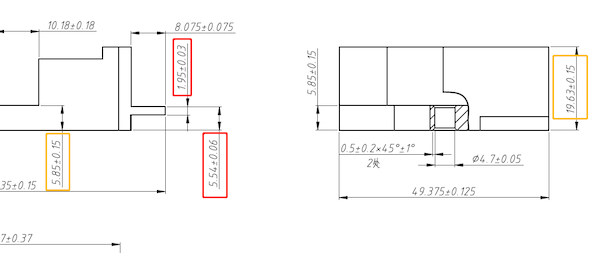
上图中有关厚度尺寸公差*严处是1.95±0.03这个尺寸是由CNC1/CNC2共同完成的,CNC2上翘的风险点就在这个尺寸上,该尺寸公差稳定差。
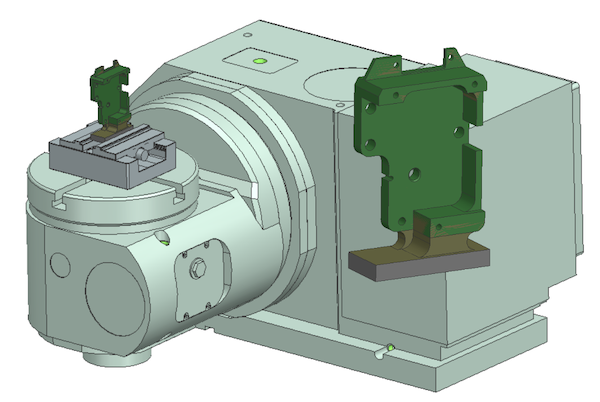
CNC1:采用四轴加工,同时完成外形、孔、内腔、及1.95±0.03mm的关键尺寸特征加工,确保稳定性。
CNC2:用台钳夹持,工件返型定位,加工厚度尺寸。这个就与工艺路线2的中的CNC2差不多了,只少了1.95±0.03尺寸结构要加工,此时该工序*严尺寸公差转为5.54±0.06。
优点: 工艺路线3是工艺路线2的改良版本,CNC1在四轴机床上按成了1.95±0.03关键尺寸的加工,降低了CNC2的加工难度。而其它厚度尺寸公差比较大,降低了CNC2加工的风险,增加了可行性。且相较工艺路线1中的CNC2又少了中途暂停更换压的动作,这是一个不错工艺路线。
缺点: CNC2采用与工艺路线2相同的装夹方式,工件夹紧上翘的情况依旧存在,并没有改善。
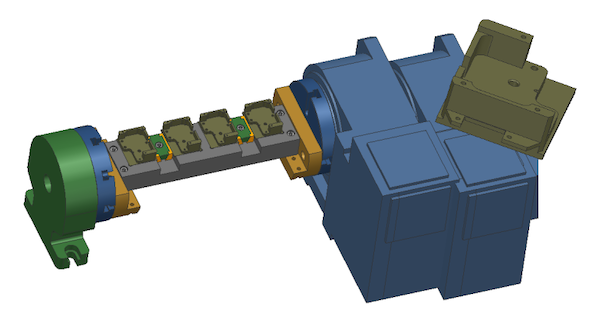
CNC1:五轴转台加工,一次性加工零件的所有尺寸,锯片刀锯断。所有尺寸的稳定性都能得到保障。
优点:因为所有尺寸都在同一个工序完成了,没有工序转换,没有定位误差问题,保证了尺寸精度。
缺点:
1.因为是锯片刀锯断,有少部份棱边不能在机上倒角,需零件下机后人工去连料位,磨倒角;
2.一般来说机械加工工厂的五轴机数量相较三轴机少,批量订单时,机台资源可能不够;
3.因为夹持位在工件的廷长位置,工件是悬空的,为了减少弹刀,只能通过降底加工效率来平衡;
以上4条工艺路线都可完成产品的结构加工,各条工艺路线都有各自的特点。在实际加工中,需要考虑每条线路的优缺点,及工厂当前可用资源情况等,从而择优选择其中一条。基于当时工厂的机台资源分配情况和该零件为批量项目,该案例在实战中采用了相对较“稳”的工艺路线1。

CNC加工|手板模型|真空复模|快速模具|3D打印
版权所有 © 2023 深圳韦克快型技术有限公司https://www.waykenrm.cn
-

机械设计中的拓扑优化与结构分析
近年来,随着科技的不断发展,机械设计领域也取得了长足的进步。其中,拓扑优化与结构分析成为了机械设计中的重要环节。本文将从拓扑优化和结构分析两个方面,探讨它们在机械设计中的应用和意义。一、拓扑优化拓扑优化是指通过对机械结构的形状和材料进行优化,以实现*佳的性能和重量比。在机械设计中,拓扑优化可以帮助设计师减少材料的使用量,提高结构的刚度和强度,从而达到轻量化和高性能化的目标。在进行拓扑优化时,首先需
2025-02-15 -

济南匠人匠心科技教育
2025-02-15 -

螺栓连接的疲劳失效模式有哪些?
在我们工作中遇到的螺纹紧固件主要的失效模式看分为:①装配拧拉断裂;②螺纹受剪切力拧断;③应力集中部位使用后断裂;④疲劳断裂;⑤延时断裂;⑥零件扭矩报警;⑦螺纹滑牙。常见失效模式的原因分析①装配拧拉断裂:拧拉断裂特征为断裂部位明显缩颈伸长,造成拧拉断裂的常见原因主要是由于联接面摩擦系数过小;拧紧或预紧时施加的扭矩过大、施加扭矩时套筒与螺纹不同轴、施加扭矩时速度过快;零件本身的性能强度不够以及紧固面与
2025-02-15






-
宣传视频
宣传视频 -
上课实操
上课 -
优秀学员
视频


