
数控车床编程实例大全,温故而知新!
直线插补指令G01数控编程
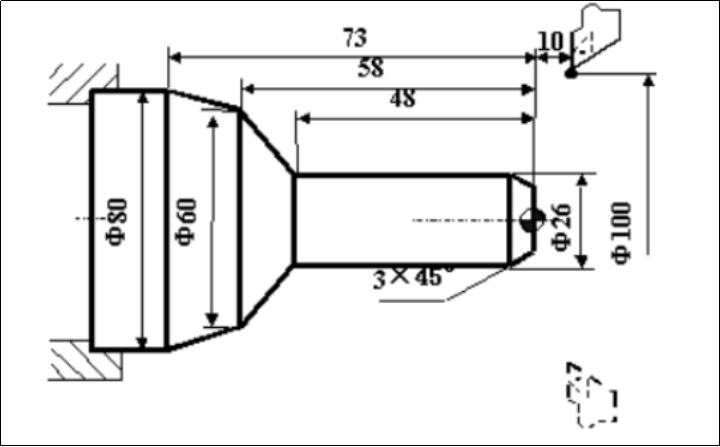
直线插补指令G01数控编程零件图样
%3305
N1 G92 X100 Z10(设立加工工件坐标系,定义对刀点的位置)
N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)
N3 G01 U10 W-5 F300 (倒3×45°角)
N4 Z-48 (加工Φ26外圆)
N5 U34 W-10(切第一段锥)
N6 U20 Z-73 (切第二段锥)
N7 X90 (退刀)
N8 G00 X100 Z10 (回对刀点)
N9 M05 (主轴停)
3×45°
58
48
73
10
N10 M30(主程序结束并复位)
圆弧插补G02/G03指令数控编程
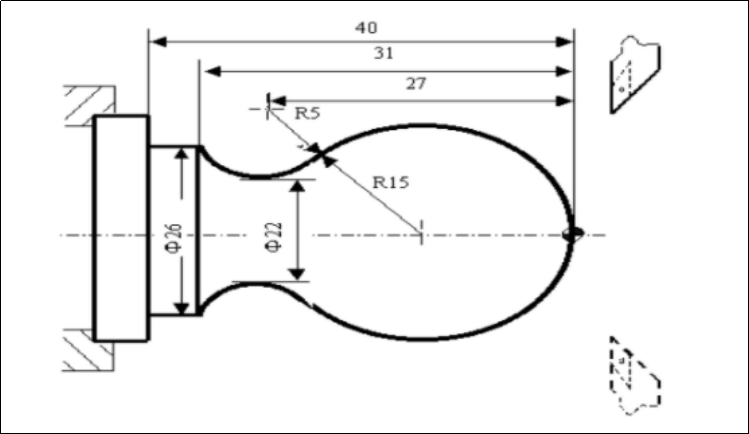
圆弧插补指令编程零件图样
%3308
N1 G92 X40 Z5(设立工件坐标系,定义对刀点的位置)
N2 M03 S400 (主轴以400r/min旋转)
N3 G00 X0(到达工件中心)
N4 G01 Z0 F60(工进接触工件毛坯)
N5 G03 U24 W-24 R15 (加工R15圆弧段)
N6 G02 X26 Z-31 R5 (加工R5圆弧段)
N7 G01 Z-40 (加工Φ26外圆)
N8 X40 Z5 (回对刀点)
N9 M30(主轴停、主程序结束并复位)
倒角指令数控编程
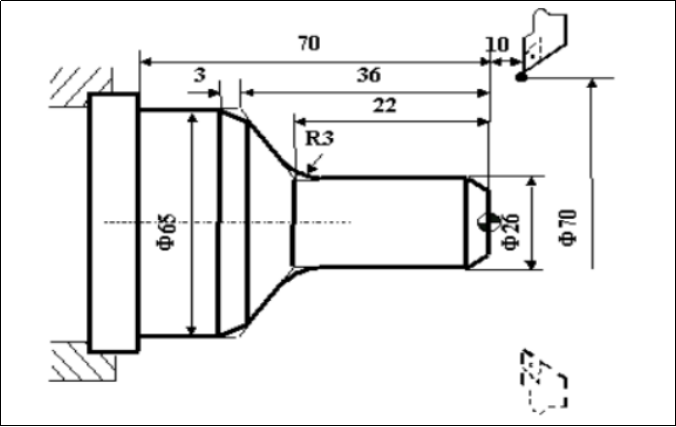
倒角指令数控编程零件图样
%3310
N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)
N20 G00 U-70 W-10(从编程规划起点,移到工件前端面中心处)
N30 G01 U26 C3 F100(倒3×45°直角)
N40 W-22 R3(倒R3圆角)
N50 U39 W-14 C3(倒边长为3等腰直角)
N60 W-34(加工Φ65外圆)
N70 G00 U5 W80(回到编程规划起点)
N80 M30(主轴停、主程序结束并复位)
倒角指令数控编程二
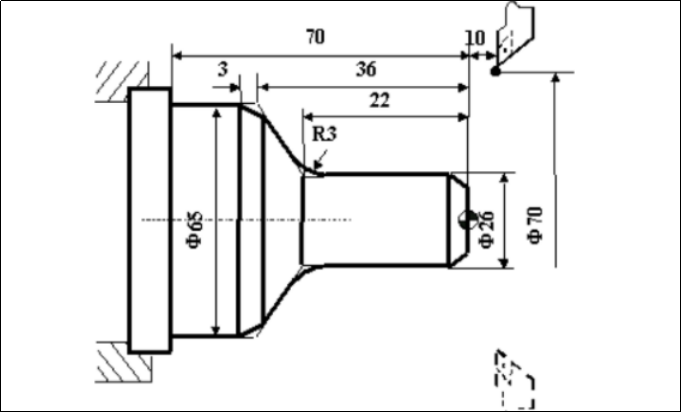
倒角指令数控编程二图样
%3310
N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)
N20 G00 X0 Z4(到工件中心)
N30 G01 W-4 F100(工进接触工件)
N40 X26 C3 (倒3×45°的直角)
N50 Z-21 (加工Φ26外圆)
N60 G02 U30 W-15 R15 RL=3 (加工R15圆弧,并倒边长为4的直角)
N70 G01 Z-70 (加工Φ56外圆)
N80 G00 U10(退刀,离开工件)
N90 X70 Z10(返回程序起点位置)
M30(主轴停、主程序结束并复位)
圆柱数控螺纹编程
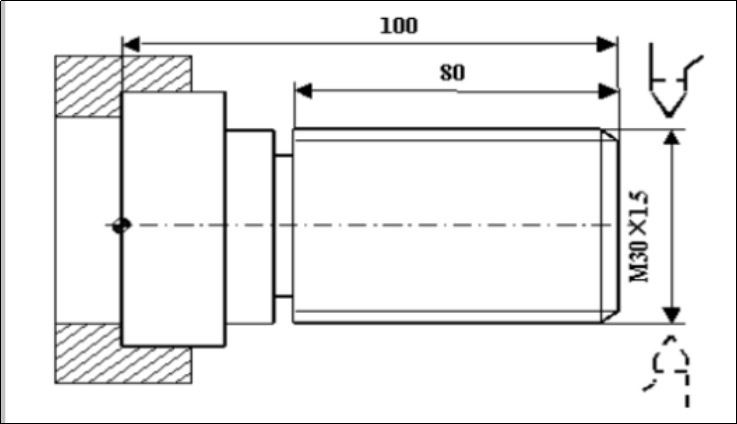
圆柱数控螺纹编程零件图样
%3312
N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)
N2 M03 S300(主轴以300r/min旋转)
N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)
N5 G00 X40 (X轴方向快退)
N6 Z101.5(Z轴方向快退到螺纹起点处)
N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)
N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N9 G00 X40 (X轴方向快退)
N10 Z101.5(Z轴方向快退到螺纹起点处)
N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)
N12 G32 Z19 F1.5(切削螺纹到螺纹切削终点)
N13 G00 X40(X轴方向快退)
N14 Z101.5 (Z轴方向快退到螺纹起点处)
N15 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)
N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)
N17 G00 X40(X轴方向快退)
N18 X50 Z120 (回对刀点)
N19 M05(主轴停)
N20 M30 (主程序结束并复位)
-

机械设计中的拓扑优化与结构分析
近年来,随着科技的不断发展,机械设计领域也取得了长足的进步。其中,拓扑优化与结构分析成为了机械设计中的重要环节。本文将从拓扑优化和结构分析两个方面,探讨它们在机械设计中的应用和意义。一、拓扑优化拓扑优化是指通过对机械结构的形状和材料进行优化,以实现*佳的性能和重量比。在机械设计中,拓扑优化可以帮助设计师减少材料的使用量,提高结构的刚度和强度,从而达到轻量化和高性能化的目标。在进行拓扑优化时,首先需
2025-02-15 -

济南匠人匠心科技教育
2025-02-15 -

螺栓连接的疲劳失效模式有哪些?
在我们工作中遇到的螺纹紧固件主要的失效模式看分为:①装配拧拉断裂;②螺纹受剪切力拧断;③应力集中部位使用后断裂;④疲劳断裂;⑤延时断裂;⑥零件扭矩报警;⑦螺纹滑牙。常见失效模式的原因分析①装配拧拉断裂:拧拉断裂特征为断裂部位明显缩颈伸长,造成拧拉断裂的常见原因主要是由于联接面摩擦系数过小;拧紧或预紧时施加的扭矩过大、施加扭矩时套筒与螺纹不同轴、施加扭矩时速度过快;零件本身的性能强度不够以及紧固面与
2025-02-15






-
宣传视频
宣传视频 -
优秀学员
视频 -
优秀学员
视频


